无缝方管-供应厂家
更新时间:2025-12-27 01:12:43 ip归属地:舟山,天气:阴转晴,温度:3-9 浏览:1次


- 发布企业
- 伟达金属材料(舟山市分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 精密钢管
- 所在地
- 开发区工业园
- 联系电话
- 17768165506
- 手机
- 17768165506
- 联系人
- 季达 请说明来自华尔网,优惠更多
详细介绍
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 产地 | 聊城 |
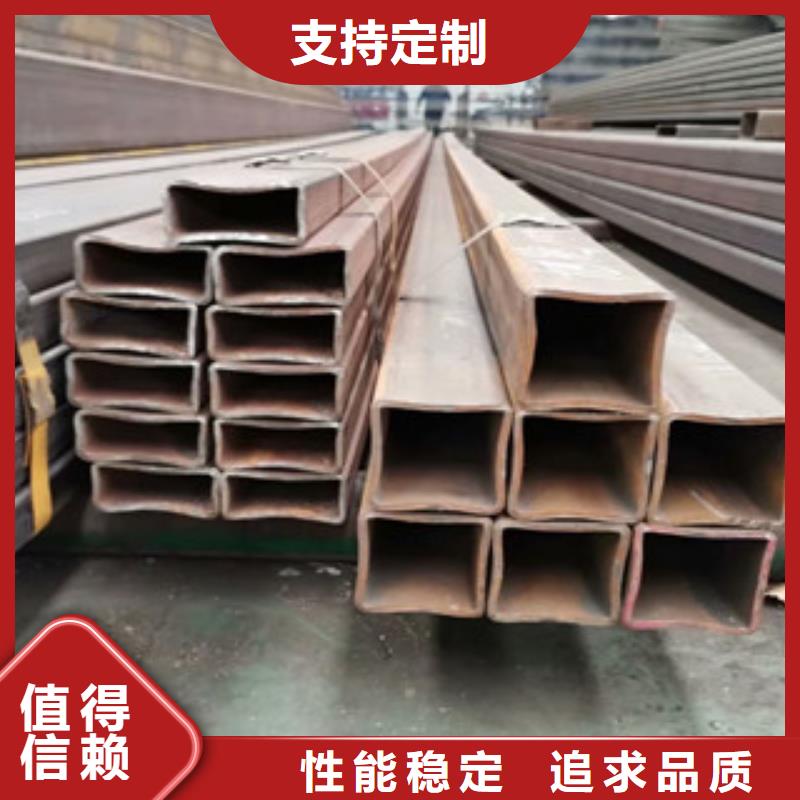
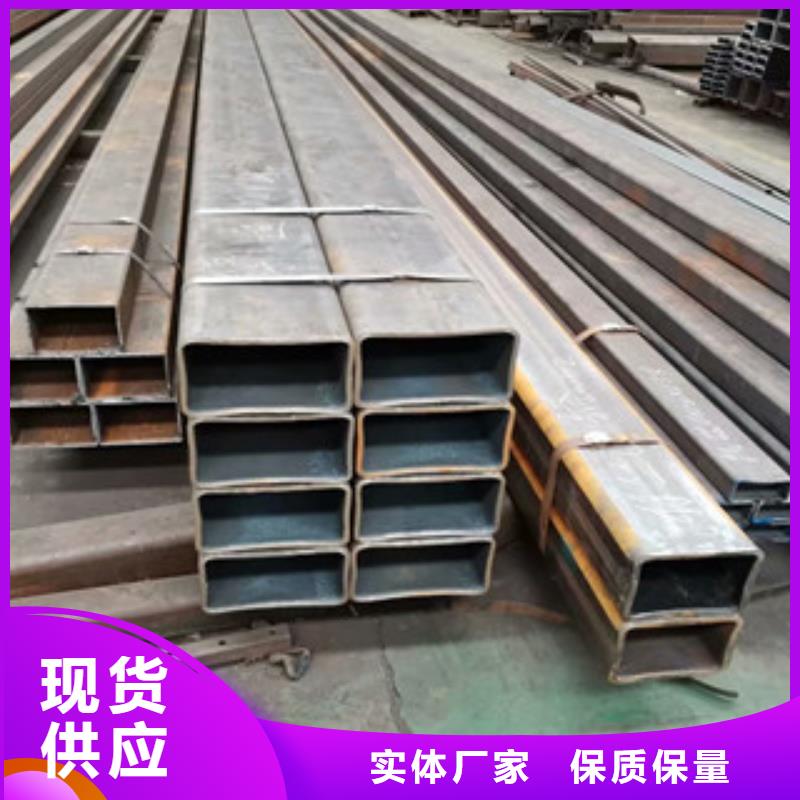
| 类型 | 无缝方管 |
| 计重方式 | 过磅 |
| 可定制 | 是 |
| 公司 | 伟达金属 |
| 范围 | 无缝方管-供应供应范围覆盖浙江省、杭州市、宁波市、温州市、台州市、金华市、湖州市、绍兴市、舟山市、嘉兴市、衢州市、丽水市 定海区、岱山县、嵊泗县等区域。 |

无缝方管生产工艺详情介绍推制速度每分钟加快15mm曲率半径加大50mm即推制速度加快,曲率半径加大。推制速度每分钟加快15mm加热温度降低后,壁厚减薄3mm即加热温度降低,压缩量减少,推制速度加快,压缩量减少;先脱离芯棒的端口截面不圆度加大5mm即温度降低,与模具贴合性能降低。推制速度加快9mm/min曲率半径加大84mm即推制速度加快,曲率半径加大。推制速度加快,加热温度升高,壁厚减薄5mm即加热温度升高,压缩量增大推制速度加快,压缩量减少。
推进速度对推制弯头几何形状的影响推进速度作为一个重要的工艺参数,由液压系统流量调节直接控制。推进速度的确定原则是弯头内壁主压应力小于材料在此温度下的屈服极限,卫生级不锈钢弯头外壁伸长率小于材料在此温度下的大伸长率。材质透热系数、磁导率及中频功率大,推进速度快。推进速度快,生产率提高,但推制弯头的壁厚减薄率增大。方矩管冲压弯头的检测结果及推制弯头用测厚仪检测了外弧、侧弧和内弧壁厚,用平台划线方式检测了曲率半径、端口截面直径和长度加工余量。以上信息由山东伟达为您整理,希望对您有所帮助,欢迎来电咨询方矩管价格。


生产方矩管需要掌握的温控技术工艺
今天伟达小编为您讲解方矩管的加热程度,合适的温控才能生产出质量过硬的卫生级圆管,温控这一环节在方矩管的生产时十分重要的。今天伟达就跟大家聊聊生产方矩管需要掌握的温控技术工艺问题:
方矩管由感应圈形状及感应圈与芯棒头相对位置直接控制。感应圈形状是主要因素,测温方式为固定式远红外测温仪和手动式远红外测温仪相结合。温度分布是一个重要的工艺参数。感应圈与芯棒头相对位置是次要因素。温度沿芯棒头轴向分布规律为低、中、高、中,温度沿芯棒头径向分布规律为低、中、高。加热温度高,冲压弯头壁厚增大推制D508mm36mmR=762mmA=50mmWB36钢的试验温度如表3表4所示。



浙江舟山伟达金属材料有限公司致力为客户提供更、更环保、规格更齐全、品类更、工艺更精湛的优质 精密钢管。


